
私たちの手ぬぐいは「注染」で染められています──。
──と、私たちは手ぬぐいの染色工程について取り上げることが多いのですが、皆さんは「手ぬぐいの生地」がどのようにして作られているか想像したことがありますか?
今回は、愛知県にある古き良き「シャトル織機」を使った織物工場を訪ね、その魅力と歴史を探ってきました。工場探訪記スぺシャルという事で前編と後編に分けてご紹介したいと思います。
そもそも織物とは?
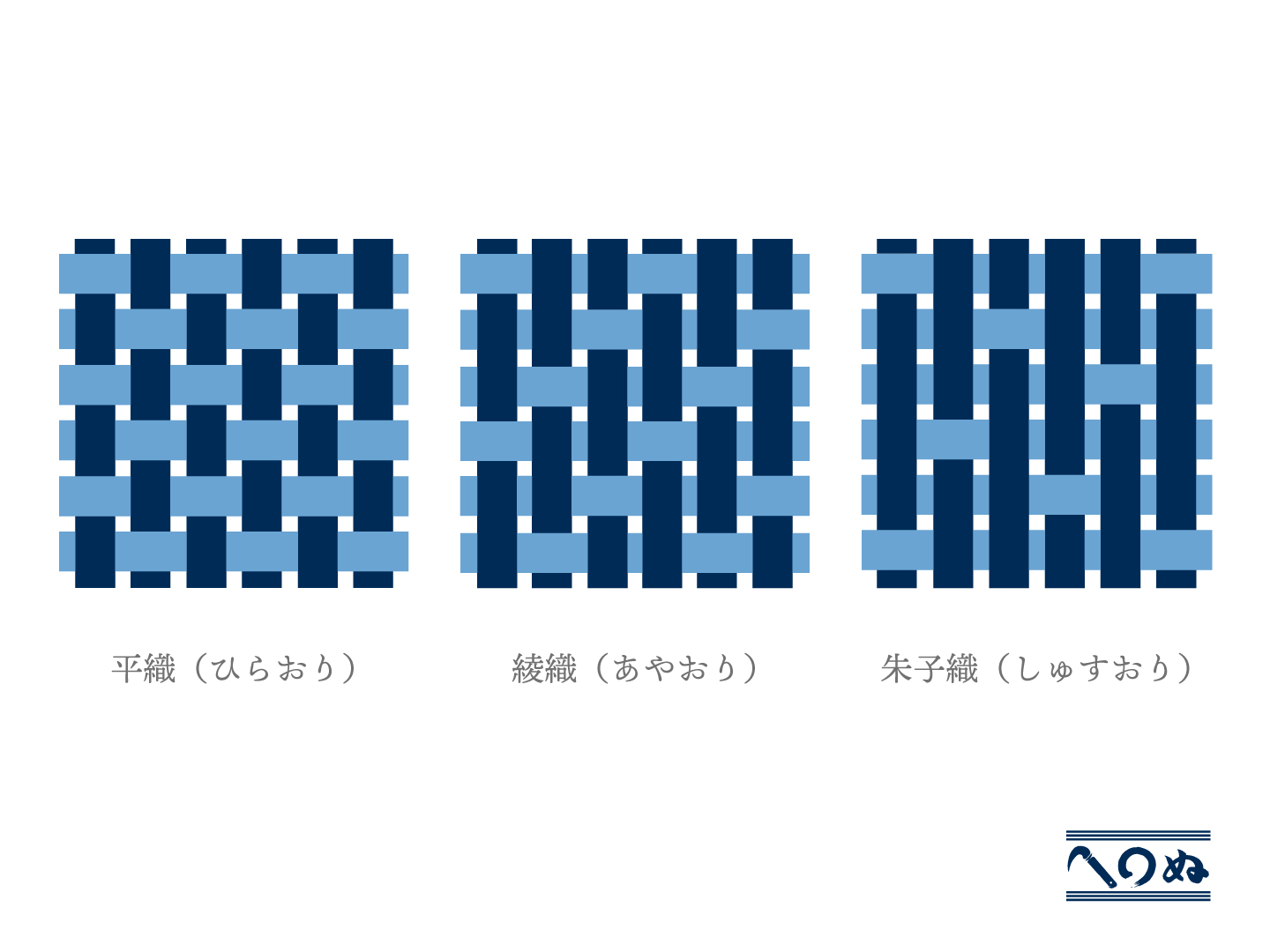
織物とは、糸の経糸(たていと)と緯糸(よこいと)を組み合わせて作る布地のことを指し、この組み合わせを「組織」と呼びます。織物の基本となる三原組織には「平織(ひらおり)・綾織(あやおり)・朱子織(しゅすおり)」の3つがあります。この三原組織は、それぞれ異なる風合いと特性を持ち、様々な用途に応じた生地を生み出す基盤となっています。手ぬぐいの生地には、一般的に「平織」が使われており、耐久性が高くしっかりとした手触りが特徴です。
シャトル織機について
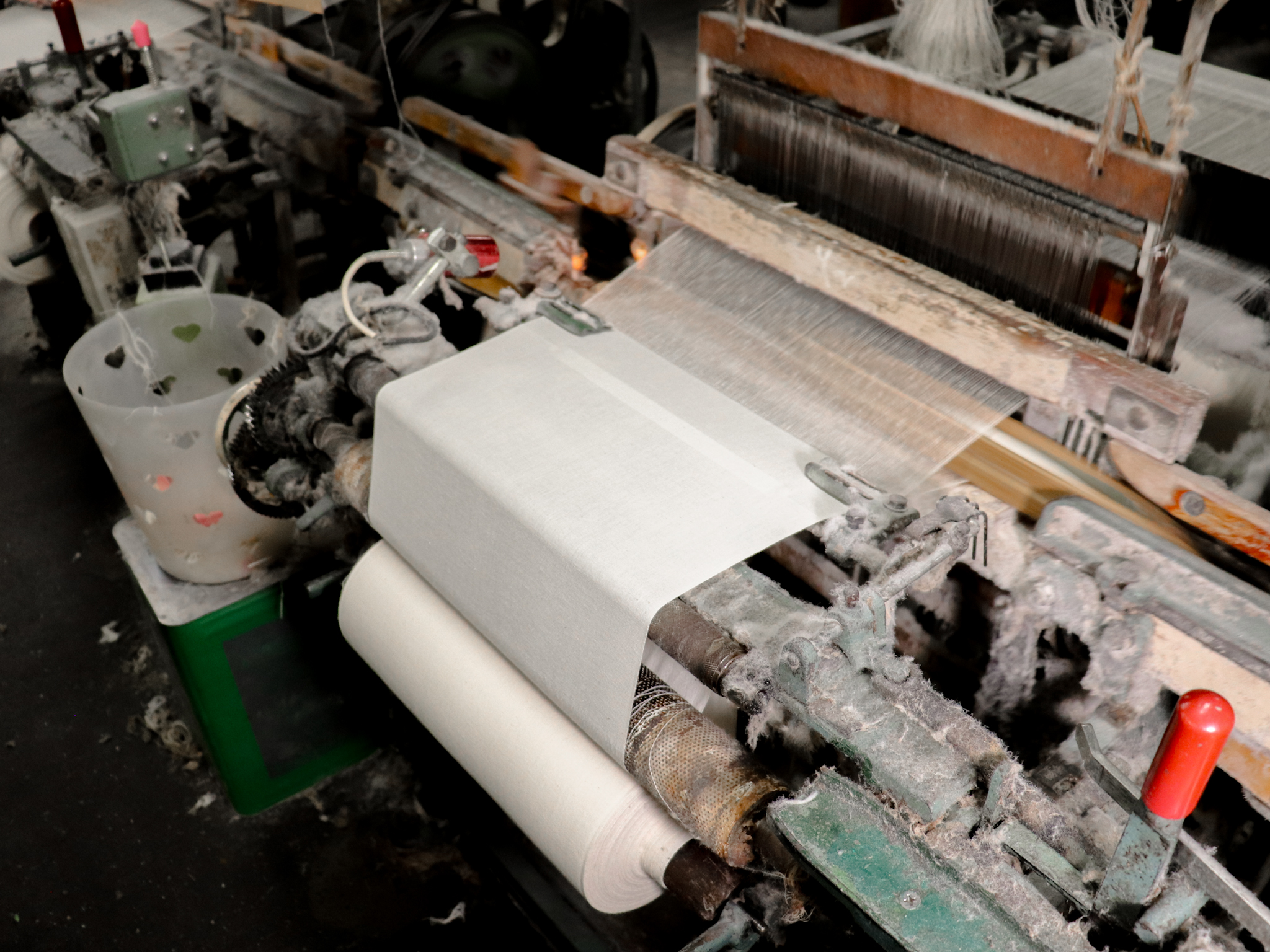
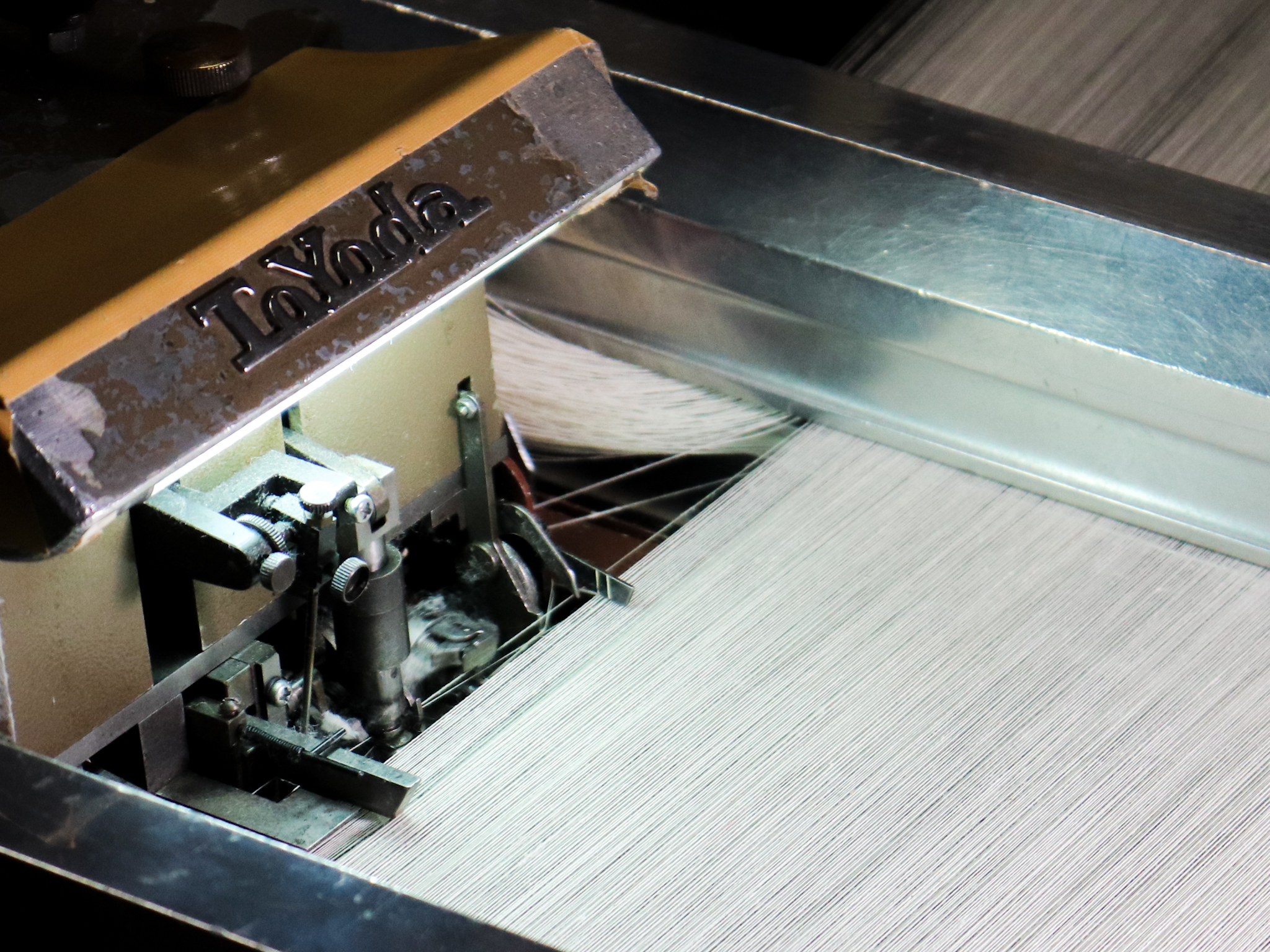
手ぬぐいの生地は、昔ながらの「シャトル織機(しょっき)」で織られています。シャトル織機は、糸を巻いた木管を、船のような形をしたシャトルにセットさせ、このシャトルを往復させて生地を織り上げる仕組みです。
織機は、たて糸を垂直に持ち上げ、「バッタンバッタン」という特徴的な音を響かせながらシャトルが行ったり来たりすることで、手ぬぐいの長辺部分に「みみ」を作りほつれを防いでいます。シャトル織機で生地を織ると聞いても、馴染みがない方もいらっしゃるかもしれません。日本昔話の「鶴の恩返し」に登場する鶴が手織りをしている場面を思い浮かべると、イメージしやすいかもしれません。

織機には、エアジェットやウォータージェットなど最新の「シャトルレス織機」もありますが、かまわぬの手ぬぐい生地には「旧式のシャトル織機」が使われています。この織機は、すでにメーカーで生産されておらず、訪れた工場では約200台の織機を自社でメンテナンスしながら稼働させていました。
さらに、旧式のシャトル織機が生地を織る速度はシャトルレス織機の10分の1程度と、決して生産効率が良いとは言えません。それでも旧式のシャトル織機を使う理由は、低速で織ることで糸への負荷が少なくなり、糸本来の柔らかさが保持されるからです。また、シャトルを通す際に「たて糸」が大きく上下に開くことで、たて糸とよこ糸に畝(うね)と呼ばれるわずかな段差が生まれ、布地表面に「あそび」ができます。この「あそび」こそが、生地にボリュームと柔らかな手触りをもたらします。

生地を織る工程
シャトル織機で織る小巾生地の魅力についてご紹介したところで、続いては「生地を織る前の準備工程」についてご説明していきたいと思います。こちらの工場では大きく分けて【整経(荒巻+サイジング)・経通し・織布・検反】の工程を一貫して行っています。機元によっては、各工程で分業しているところもあるのだそうです。まずは、経糸(たていと)の準備についてご説明していきます。

整経(せいけい):布を織るために、糸を整える工程
コラムの冒頭でご説明したように、織物は経糸(たていと)と緯糸(よこいと)の組合せによって織られています。整経は文字通り「たて糸」を整える、生地の土台となる大切な工程です。
生地を織るために必要な長さのたて糸を、生地の規格通りの密度と長さに整えていきます。たて糸の本数が「生地巾」と「生地密度」となり、たて糸の長さが「生地の長さ」になるのです。



サイジング(糊付け):たて糸に糊剤を塗布して糸の強度と滑らかさを向上させる
サイジングは、たて糸に糊をつける工程です。これによって糸の表面の毛羽が落ち着き滑らかになることで製織時の摩擦に強くなります。


経通し(へとおし):生地を織る前の最終準備段階
経通しとは、織機のドロッパーと綜絖(そうこう)、筬(おさ)、と呼ばれるそれぞれのパーツに、たて糸を通す非常に集中力のいる作業です。
私たちが使用する「上総理(じょうそうり)」と呼ばれる小巾生地は、680本の糸を使った規格です。このため、それぞれのパーツに一本一本糸を通す作業を、680本×3箇所で計2,040回繰り返します。この非常に細かな作業によって、たて糸が均等に配置され、織物の幅やパターンが正しく設定されます。この工程が、生地の仕上がりを左右するといっても過言ではありません。





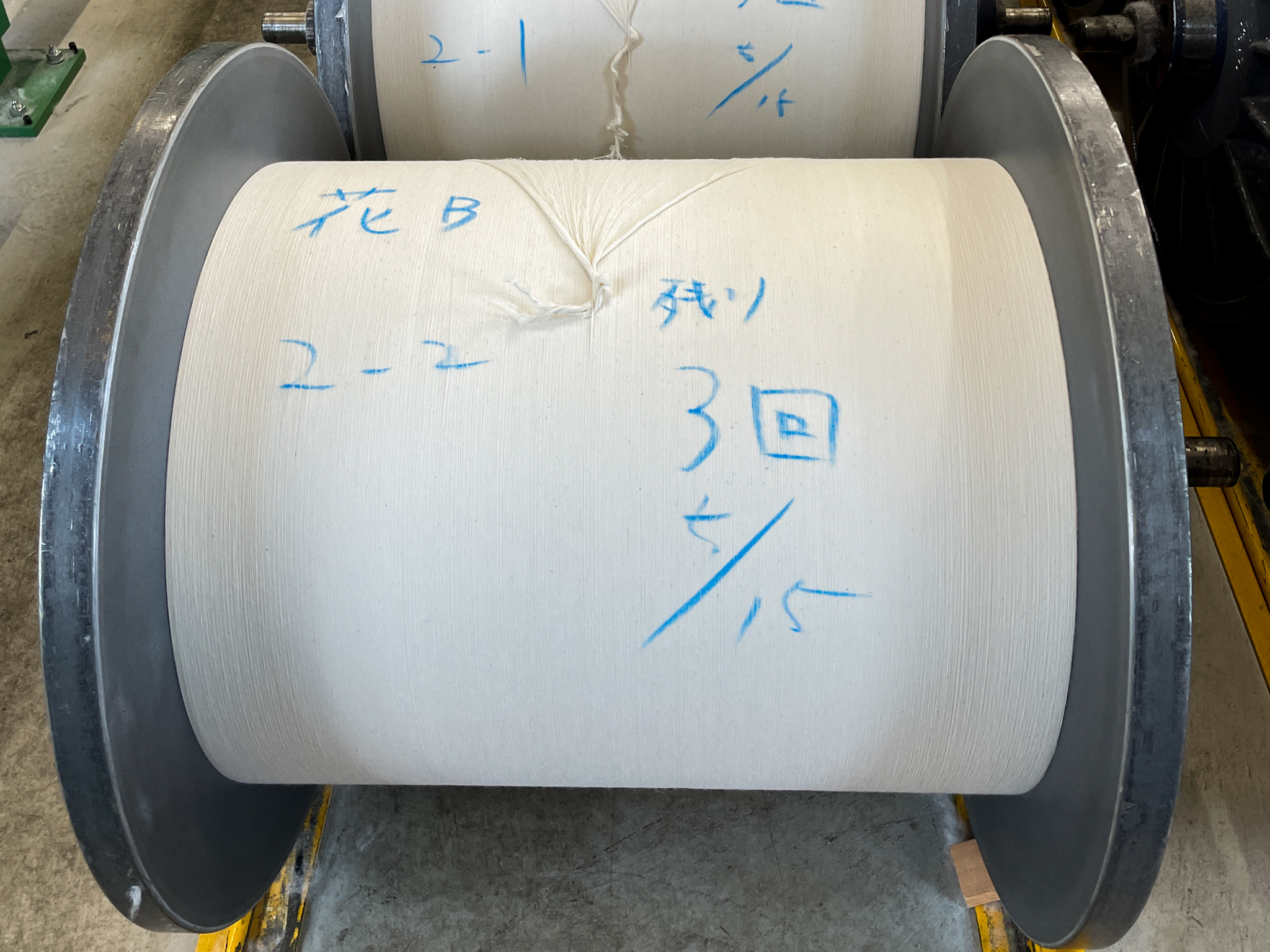
緯糸(よこいと)の準備:シャトルにセットするための糸巻き工程
たて糸の準備作業が整ったところで、続いては「よこ糸」の準備工程をご紹介します。「管巻」とよばれる糸巻き機を使用して、シャトル織機に装着するボビンによこ糸を均一な張力で巻き取ります。シャトルを織機にセッティングして準備完了となります。




前編はここまで。次回はいよいよ手ぬぐいの生地になる「織布工程」についてお話いたします。
7月5日(金)更新予定です。